Ультразвуковой метод неразрушающего контроля основан на введении в тестируемый объект высокочастотной волны для получения информации о его состоянии. Существует два основных принципа при использовании ультразвука. Первый основан на измерении времени пробега ультразвука в изделии, второй на измерении амплитуды отраженного сигнала.
Основная задача ультразвукового контроля состоит в обнаружении, измерении и оценки степени допустимости дефекта для данной конструкции.
Данный метод контроля позволяет:
Операции по ультразвуковому контролю можно разделить на 4 группы:
Однако для корректной оценки качества сварного соединения необходимо правильно подготовить прибор, настроить его на поиск дефекта с браковочной эквивалентной площадью, в данной статье будет описана настройка ультразвукового дефектоскопа А1211 Mini на браковочную эквивалентную площадь для Несущих и ограждающих конструкций.
Прибор А1211 Mini относится к ручным ультразвуковым (УЗ) приборам общего назначения портативного исполнения. Дефектоскоп предназначен для поиска, определения координат и оценки размеров различных нарушений сплошности и однородности материала в изделиях из металлов и пластмасс.


Для настройки оборудования будет применяться стандартный образец предприятия (далее – СОП) толщиной 6 мм, изготовленный с засечкой равной браковочной эквивалентной площади одиночного дефекта в соответствии с СП 70.13330.2012 таблица 10.4.9.


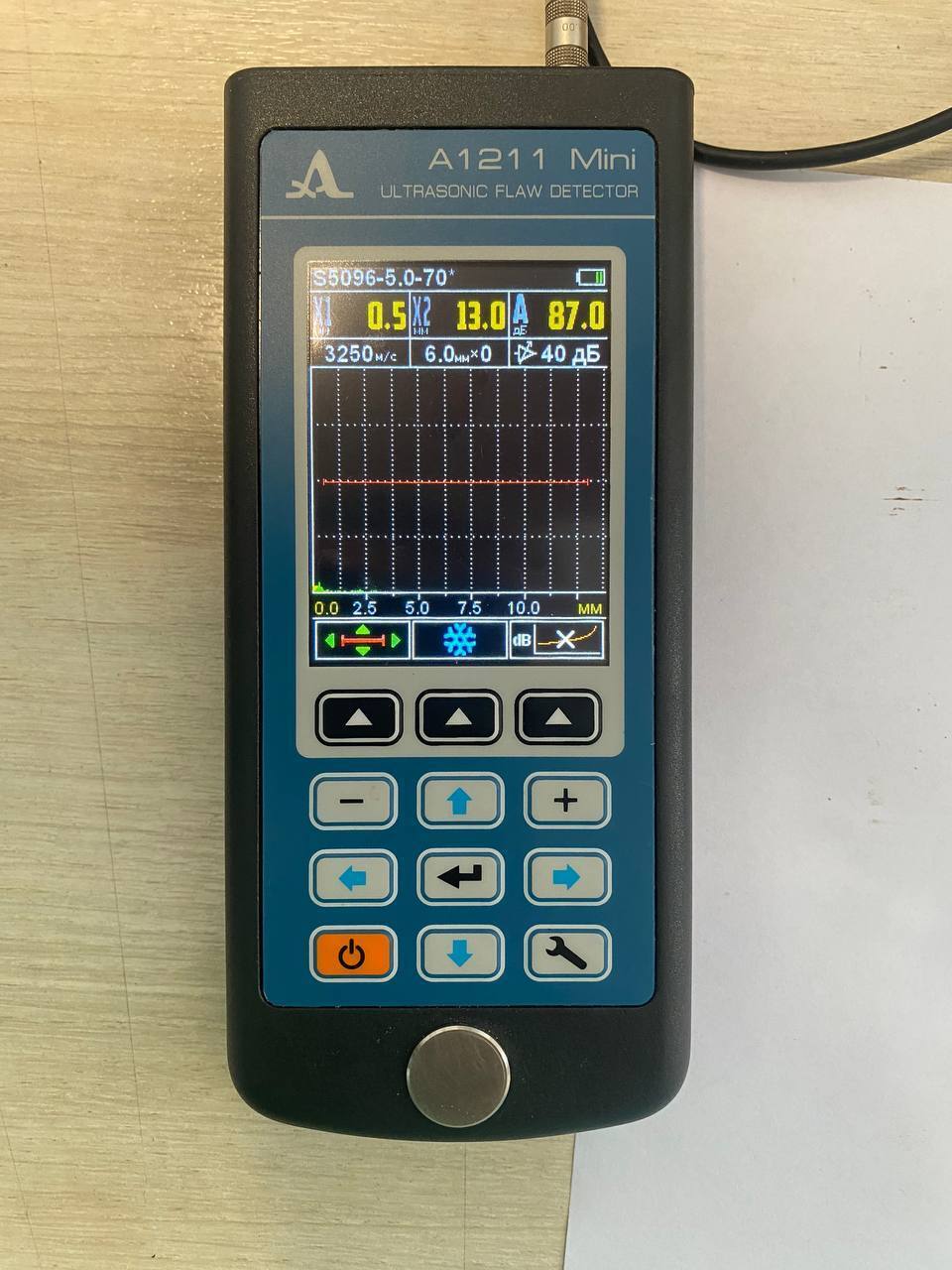
Для начала необходимо выбрать стандартную конфигурации прибора для необходимого в применении пьезоэлектрического преобразователя (далее – ПЭП), в данном случае ПЭП 70 градусов, установить базовые параметры: угол ввода, задержка, стрела и ввести значение толщины исследуемого металла (6 мм).


Далее необходимо подстроить экран и размер строба для заданной величины толщины металла. Для этого переходим на экран, увеличиваем шкалу развёртки до значений толщины превышающей в 2,5 раза толщину металла и , в режиме управления стробом, настраиваем размер строба, располагаем его немного выше центра, смещаем от края и увеличиваем его общую длину.
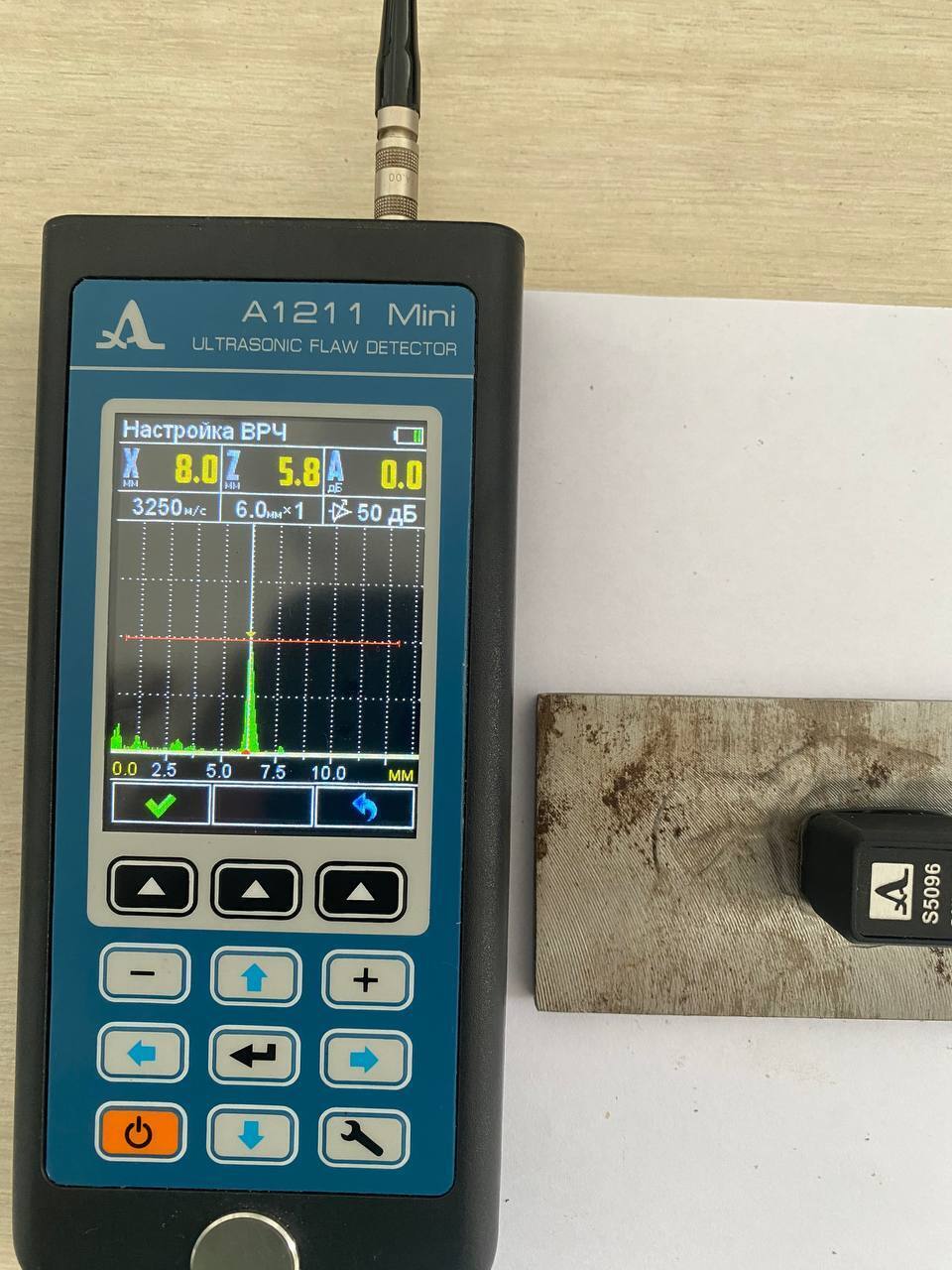
После настройки строба с помощью ПЭП необходимо найти максимальный сигнал от ближнего отражателя, для этого располагаем СОП зарубкой вниз и в режиме дефектоскоп, плавно перемещая ПЭП находим максимальный амплитудный маркер в районе толщины металла, в нашем случае 6 мм, при необходимости увеличивая или уменьшая усиление сигнала. Максимальная амплитуда должно располагаться выше строба.

Для настройки ВРЧ в стандартном образце предприятия, как правило, делают две зарубки – по одной с каждой стороны. Их размер соответствует максимально допустимому размеру дефекта, прописанному в нормативной документации (о чём было сказано выше). Нижняя зарубка называется ближним отражателем, поскольку ультразвуковая волна проходит до нее в два раза меньший путь, чем до зарубки у поверхности. Верхняя зарубка, соответственно, называется дальним отражателем. С эхосигналами от этих двух отражателей мы и будем работать в процессе настройки ВРЧ. В нашем случае в СОП зарубка находится только с одной стороны, поэтому образец мы будем переворачивать.
В режиме Настройки дефектоскопа необходимо выбрать "Настройка ВРЧ", найти максимальный сигнал от ближнего отражателя, установить на него курсор и создать узловую точку клавишей по центру прибора.


Далее, в нашем случае, необходимо перевернуть СОП и проведя аналогичные выше действия найти максимальный сигнал от дальнего отражателя, амплитудный маркер будет находится в районе двойной толщины металла, в нашем случае 12 мм.

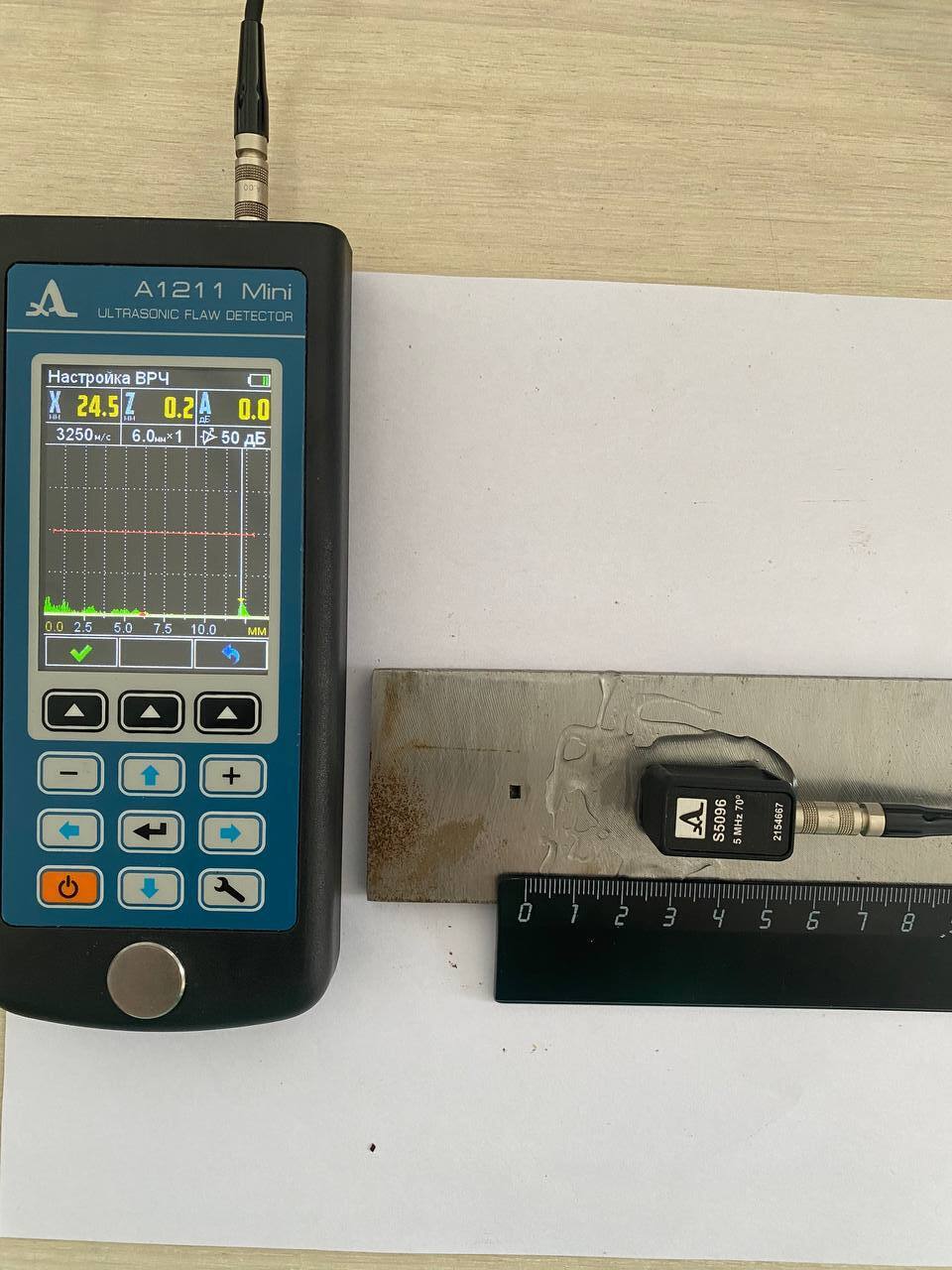
Повторить установку курсора, создание узловой точки и откорректировать вертикальное положение точки (клавишами вверх и вниз), таким образом, чтобы амплитуды сигналов от ближнего и дальнего отражателей находились на красном уровне строба.


После этого остаётся включить многоуровневый строб, указав контрольный и поисковый на 6 и 12 дБ меньше браковочного соответственно и сохранить новую настроенную конфигурацию в настройках прибора.

